Precisie versterken, efficiëntie definiëren.






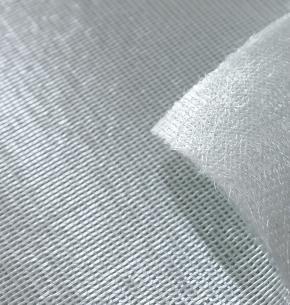
Koolstofvezel RTM Kern Mat(Closed Mold Mat CF) is een hoogwaardig versterkingsmateriaal gemaakt van een synthetische niet-geweven kern, gelamineerd met gehakte glasvezels of een mix van gehakt glas en multiaxiale/geweven stoffen. Het zorgt voor een goede harsstroom, uniforme dikte en verbeterde mechanische sterkte.
Ontworpen voor RTM-, vacuümvorm-, spuitgiet- en SRIM-processen, wordt het veel gebruikt in FRP-onderdelen voor boten, voertuigen, vliegtuigen en panelen, en biedt het sterkte en gewichtsvermindering in één oplossing.
Vegen of wachten - afbeeldingen worden automatisch gewijzigd.
| Specificatie | Totaal gewicht (g/m²) | Afwijking(%) | CSM(gsm) | Kern (gsm) | CSM(gsm) | Stikkend garen (gsm) |
| CF150/130/150 | 440 | ±7 | 150 | 130 | 150 | 10 |
| CF300/180/300 | 790 | ±7 | 300 | 180 | 300 | 10 |
| CF450/180/450 | 1090 | ±7 | 450 | 180 | 450 | 10 |
| CF600/250/600 | 1460 | ±7 | 600 | 250 | 600 | 10 |
| CF1100/200/1100 | 2410 | ±7 | 1100 | 200 | 1100 | 10 |
Koolstofvezel RTM Kern Mat(ook bekend alsGesloten Mal Mat CF) is een meerlaags versterkingsmateriaal dat bestaat uit een synthetische niet-geweven kern gelamineerd met gehakte glasvezel of een hybride van gehakt glas en multiaxiale/geweven stoffen.
Het zorgt voor een snelle natte-out van de hars, een consistente laminaatdikte en hoge mechanische prestaties in structurele composietonderdelen.
1.Uitstekende vloeibaarheid van hars– Zorgt voor efficiënte infusie en luchtafvoer tijdens RTM of vacuümgieten
2.Lichtgewicht kern- Vermindert het totale gewicht van het onderdeel zonder afbreuk te doen aan de sterkte
3.Stabiele dikteregeling– Levert een uniforme dikte door het hele gegoten onderdeel
4.Veelzijdige stofcombinaties– Verkrijgbaar met versterkingen van gehakt glas, multiaxiale of geweven stof
5.Dimensionale stabiliteit– Behoudt vorm en structuur onder druk en hitte
Resin Transfer Molding (RTM) is een vormtechnologie die wordt gebruikt om composietmaterialen te vervaardigen. Het produceert zeer sterke, zeer nauwkeurige composietonderdelen door vloeibare hars te injecteren in voorvormen van droge vezels die zijn ingeklemd tussen twee mallen, waar het uithardt en stolt. RTM is een van de meest gebruikte technieken bij de productie van hoogwaardige composieten en wordt veel toegepast in de lucht- en ruimtevaart, de auto-industrie, de opwekking van windenergie en sportuitrusting.
1. Standaard RTM:Hars wordt onder druk geïnjecteerd in prepregs met droge vezels, geschikt voor de meeste toepassingen.
2. RTM-licht:Vergelijkbaar met standaard RTM maar met een lagere matrijsdruk, ideaal voor lichtere composietproducten.
3. VARTM (vacuüm-ondersteunde RTM):Maakt gebruik van onderdruk (vacuüm) in de mal om de harsstroom te bevorderen, geschikt voor de productie van composieten met een groot oppervlak, vaak gebruikt in de scheepvaart- en windenergie-industrie.


Eén rol wordt in plastic folie verpakt en vervolgens in een doos of een grote doos geplaatst.
Normaal gesproken worden P4 (4 grote rollen) of P7 (4 grote rollen + 3 kleine rollen) of 6, 9 of 12 kleine rollen per pallet horizontaal/verticaal verpakt. Het kan worden aangepast op basis van de laadmethode.
Glasvezelproducten moeten op een droge, koele en waterdichte plaats worden bewaard. De beste conditie is met een temperatuur tussen 15-35°C, met een relatieve luchtvochtigheid tussen 30%-65%. Bewaar het product voor gebruik in de originele verpakking en vermijd vocht.



Weitong exploiteert momenteel meer dan 30 glasvezelweefmachines voor het produceren van geweven roving, samen met diverse andere apparatuur, waaronder gestikte matmachines, multiaxiale tricotmachines, PP-kernmatmachines en kaardmachines. Onze jaarlijkse productiecapaciteit bereikt 3.000 ton geweven roving, 5.000 ton gestikte mat, 10.000 ton multiaxiale stoffen, 8.000 ton combo-mat en 2.000 ton RTM-kernmat.



Ons team heeft al 9 jaar deelgenomen aan de China (Shanghai) International Composite Exhibition en JEC France, Composites Europe en JEC Asia meerdere keren in Frankrijk, Duitsland en Korea.
Gesteund door een zeer bekwaam team van professionele technici, hebben we sterke capaciteiten in het ontwikkelen en aanpassen van gespecialiseerde producten om aan uiteenlopende klanteisen te voldoen.